
Home > News > Industry News > Diamond Wire Loop Research in Silicon Crystal Cutting
Introduction:
In recent years, with the widespread application of superhard materials, the development of cutting and processing technology for hard and brittle materials has been rapid, with new processes, equipment, and methods constantly emerging. Superhard materials mainly refer to diamond and cubic boron nitride (CBN), which appear in forms such as single crystals, polycrystals, and thin films, making them one of the most dynamic and promising materials in the high-tech field today. Diamond is known as the hardest substance in the world, possessing excellent properties such as high thermal conductivity, high insulation, and high chemical stability. It can be used for efficient and precise processing of non-ferrous metals and their alloys like aluminum and copper, especially suitable for processing hard and brittle non-metallic materials.
In the past, the cutting of green silicon carbide and lightweight oil mixed in certain proportions to form a mortar not only had low efficiency but also caused severe pollution, making it difficult to meet market demands. The diamond wire loop emerged as a solution and has rapidly developed, with the current smallest outer diameter of the core wire reaching as small as 50 microns.
The diamond wire loop fixes tiny diamond particles onto a straight-pulled steel wire through bonding and electroplating, winding it around a pulley. The diamond wire loop is driven by the spindle to move rapidly back and forth for grinding and cutting, whereas the traditional mortar cutting method involves using a wire mesh to drive the suspended free silicon carbide particles in the mortar for grinding. The diamond wire loop features miniature diamond saw teeth, enhancing the cutting ability of the steel wire, thereby improving cutting efficiency and quality. For the solar silicon material cutting industry, the diamond wire loop represents a revolutionary advancement.
(1) It can achieve high-speed cutting, increasing cutting speeds to 2 to 3 times the original rate (traditional mortar cutting line speed of 1 km/min, diamond wire loop cutting speed reaching up to 2 km/min, or even higher), thus reducing processing time naturally.
(2) Traditional mortar cutting processes are not environmentally friendly, requiring the recovery and treatment of large amounts of mortar, consuming significant manpower and financial resources. In contrast, the cutting process of diamond wire loops does not require mortar; only water or water-based coolant is needed, truly achieving an environmentally friendly and cost-effective production and manufacturing process.
For cutting lines, the material used is crucial. Excessive wire breakage and poor product quality during use are related to the material of the steel wire. Currently, the mainstream material used for silicon wafer cutting lines is ultra-fine cutting steel wire with a diameter of 70 microns, made of high carbon steel.
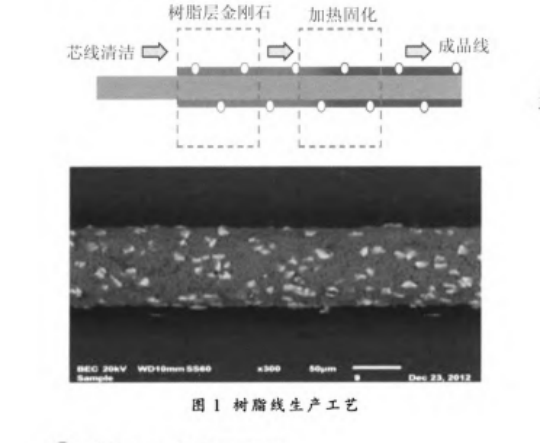
In the current market, diamond wire loops are typically divided into two types: resin diamond wire loops and electroplated diamond steel wire loops. Resin diamond wire loops use resin as the encapsulation material to bond diamond particles onto straight-pulled steel wire, reducing the load on the material, thus minimizing TTV, wire marks, and damage layers. Currently, using resin diamond wire loops for cutting monocrystalline silicon surfaces can achieve chip surface effects similar to the flocking process, without additional costs, and can increase conversion efficiency by 0.1% to 0.2%. The production process of resin diamond wire loops is shown in Figure 1.
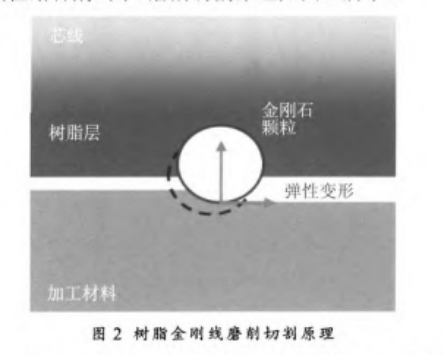
The prominent feature of the resin diamond wire loop is that the diamond is elastically embedded in the binder, as shown in Figure 2, illustrating the grinding and cutting principle.
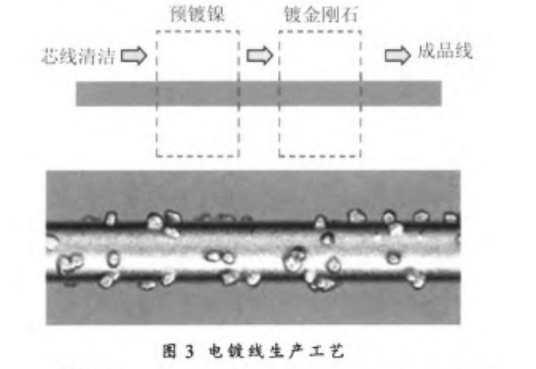
The diamond wire loop is a method of fixing diamond particles onto a straight-pulled steel wire through electroplating, as shown in Figure 3.
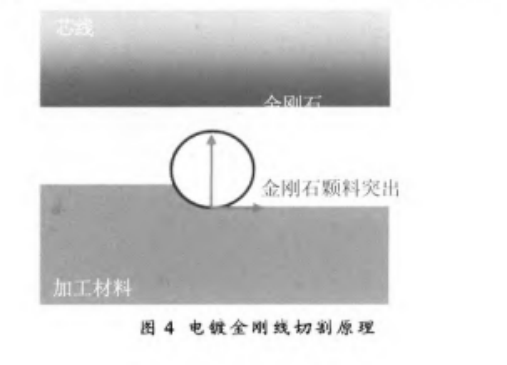
The significant characteristic of the electroplated diamond steel wire loop is that the diamond is plated onto the straight-pulled steel wire along with nickel, as depicted in Figure 4, illustrating the grinding and cutting principle.
Microscopic Analysis of Diamond Wire Loop Cutting Workpieces:
The advantages include suitability for high-speed cutting and long service life. A key control point during the electroplating process of the diamond steel wire loop is the high flexibility of the electroplating layer control, which is not constrained. The nickel layer exhibits high hardness. However, a notable disadvantage is the presence of significant residual stresses. These residual stresses can lead to cracking of the plated layer, as shown in Figure 5.

Through comparative analysis, it is found that the resin diamond wire loop is more in line with the trend of slicing polycrystalline silicon, which can enhance cutting efficiency. By reducing cutting losses, increasing the number of slices cut, the aim is to lower material costs. Thinning the damage layer improves the strength of silicon wafers while reducing fragment rates at all stages.
In comparison, the electroplated diamond steel wire loop demonstrates a clear advantage in cutting efficiency over the resin diamond wire loop. The resin wire’s flexible-to-rigid buffering characteristics can significantly buffer the cutting of polycrystalline hard points, reducing scrap rates and benefiting polycrystalline materials. The efficiency of cutting monocrystals using electroplated diamond steel wire loops is notably superior to resin loops.
If you have any question, please contact us

